Mode "Local" |
  
|
Mode "Local" |
|
En mode local, le système utilise les données présentes sur le PC. L'opérateur doit introduire manuellement ou avec un lecteur de codes à barres, les différents champs de la fenêtre de chargement:
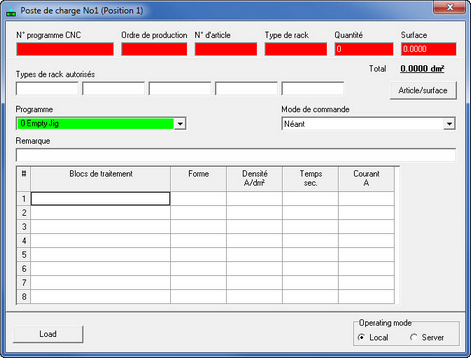
Les champs affichés dans la partie supérieure de l'écran sont affichés en rouge si les données introduites ne correspondent pas au format attendu:
Champ |
Type |
Longueur/limite |
Description |
|---|---|---|---|
N° programme CNC |
String |
9,12,20 ou 21 caractères |
Numéro du CNC-Program. Ce champ peut contenir 3 différents types de données : 1) SE_XXXXXX Numéro de référence commence toujours par SE_ suivi de 6 chiffres. 2) SE_XXXXXX_NN Numéro de référence comme 1) suivi de _ plus 2 lettres correspondant à la version. 3) SE_XXXXXX_NN+NNNNNNN Comme 2) suivi du caractère + puis de 7 ou 8 chiffres. Ces 7 (ou 8) derniers chiffres correspondent au numéro de lot de l’article. |
Ordre de production |
String |
7 caractères |
|
N° d'article/matériel |
String |
Variable, 20 caractères max |
Numéro d’article. Peut contenir des points. Exemple : 02.226.140 |
Type de rack |
String |
Variable, 20 caractères max |
Type de rack. valeur libre mais doit-être >0 en mode local. En mode serveur, doit être suivi de -NN correspondant à l’ID du rack. |
Quantité |
Entier |
1..999 |
Nombre de pièce sur le rack. |
Surface |
Réel |
>0 |
Surface d'une pièce |
La valeur du champ N° programme CNC sera utilisée pour la création d'un document correspondant à la charge. Ce document sera enregistré dans un répertoire spécial du PC (voir Echange avec serveur d'entreprise ). Ce document sera par la suite transféré manuellement vers le serveur d'échange pour être utilisé en mode de chargement "Serveur".
En automatique, un numéro de programme CNC peut être utilisé avec différents types de racks. Le contrôle se fera sur les 5 types de racks pouvant être définis dans les champs "Types de rack autorisés".
Le document généré contiendra également la liste des articles possibles correspondant au numéro de programme CNC. Cette liste est sauvegardée dans un fichier se trouvant dans le répertoire "Datapath" de l'application et se nomme "ItemsList.csv". Ce fichier, de type .csv, doit être rempli par le personnel qualifié. Chaque ligne de ce fichier correspondra à un article et à sa surface. Le nombre de lignes n'est pas limité. Il est possible d'afficher et de modifier les 1000 premières ligne de ce fichier en cliquant sur le bouton [Article/Surface]:
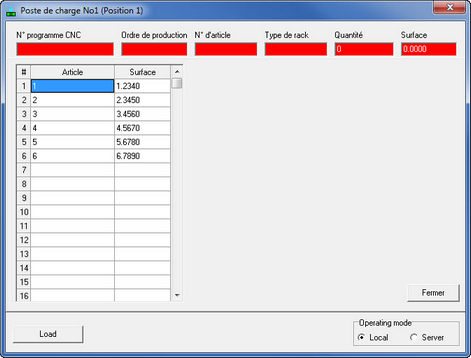
Pour terminer l'édition, cliquer sur le bouton [Fermer]
L'utilisateur doit encore choisir un numéro de programme ainsi qu'un mode d'équipement. Les données des blocs de traitement sont affichées avec des valeurs par défaut. Il est nécessaire de vérifier ces données et de les ajuster en conséquence.
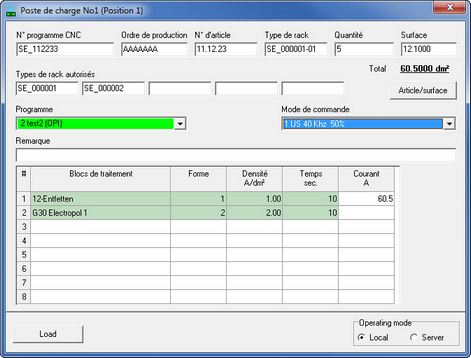
La colonne Densité/A/dm2 peut correspondre soit à une densité de courant ou soit à une tension. Ceci dépend du type de régulation défini dans la forme de courant. Dans l'exemple ci-dessus, on peut remarquer que le premier bloc à un courant affiché dans la dernière colonne. Cela veut dire que la régulation de la forme 1 se fera en courant. La valeur indiquée dans la colonne Densité/A/dm2 correspond bien à une densité de courant. En ce qui concerne le deuxième bloc de traitement, il n'y a pas de courant indiqué donc cela veut dire que la régulation se fera en tension et la valeur indiquée dans la colonne Densité/A/dm2 correspond à une tension.
Les données des formes de courant seront enregistrées dans le document d'exportation et seront réutilisées lors d'un chargement en automatique.
L'opération de chargement se termine en cliquant sur le bouton [Load]. A ce moment, différents fichiers sont créés dans le répertoire de données des racks.Ces fichiers contiennent: la séquence de traitement, le mode d'équipement, les données des blocs de traitement et les données des articles. Ces différents fichiers seront utilisés lors de la création du document d'exportation lors du retour de la charge au poste de décharge. Ils seront compressés et assemblé dans un fichier qui sera nommé avec le N° de programme CNC introduit précédemment.